
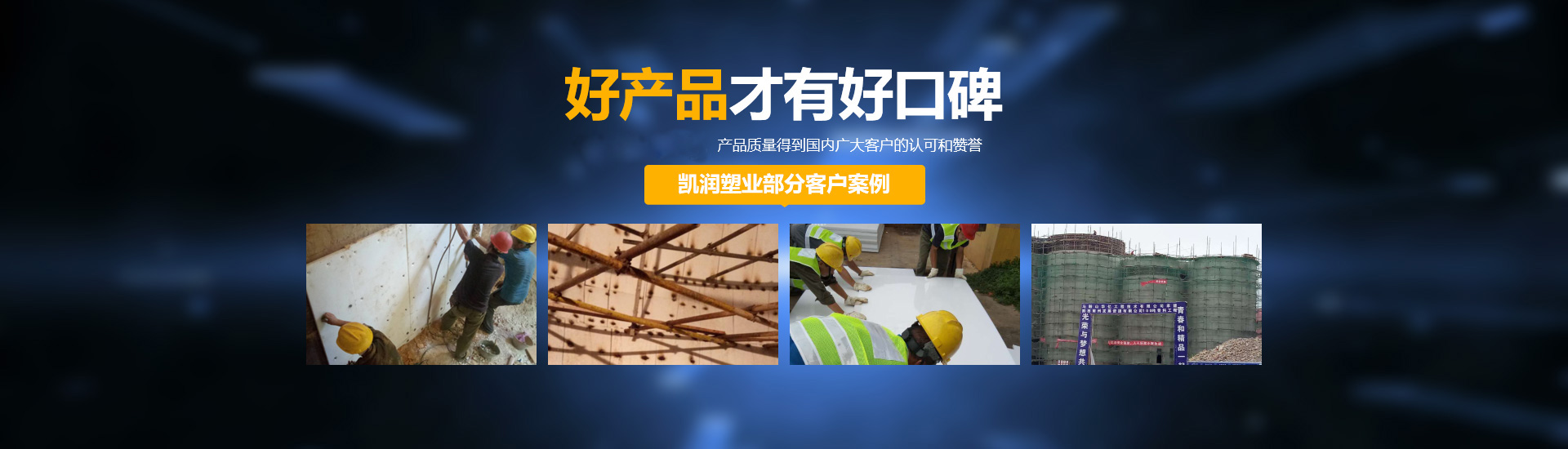







加压塑化.将混合好的原材料装入模具中加一定的压力排出原料中的空气,加高温使模具中的无料塑化成透明糊状体,保持一定的温度和压力使之充分塑化。成型.经过充分塑化后,逐渐将温度降低,同时加高压。温度越低所加的压力就越大,直到达到工艺的要求。脱模整型。板材从模具中取出后经过人工整型后入库待运。超高分子量聚乙烯UHMW-PE产品的行业应用:
取代了传统的钢缆绳和合成纤维绳等。超高分子量聚乙烯(UHMW-PE)纤维的复合材料在军事上已用作装加的壳体、雷达的防护外壳罩、头盔等;体育用品上已制成弓弦、雪橇和滑水板等。润滑挤出;润滑挤出(注摄)成型技术是在挤出(注摄)物料与模壁之间形成一层润滑层,从而降低物料各点间的剪切速率差异,减小产品的变形。

外部润滑剂主要有搞级脂肪酸、复合脂、有机硅树脂、石腊及其它低分子量树脂等。挤出(注摄)加工前,首先将润滑剂同其它加工助剂一起混入物料中,生产时,物料中的润滑剂渗出,形成润滑层,实现自润滑挤出(注摄)。有转利报道:将70份石蜡油、30份超高分子量聚乙烯(UHMW-PE)和1份氧相二氧化硅(高度分散的硅胶)混合造粒,在190℃的温度下就可实现顺利挤出(注摄)。



 在线客服
在线客服 15093997888
15093997888 1055786432@qq.com
1055786432@qq.com


